تکنیک های حرفه ای برش ورق استیل + جدول مقایسه روش ها
وقتی صحبت از برشکاری ورق استیل می شود، خیلیها تصور می کنند فقط کافی است یک ورق را ببریم و تمام!
اما واقعیت این است که برشکاری، بیشتر شبیه یک هنر مهندسی است تا یک کار سادهٔ مکانیکی.
در صنایع مختلف از ساخت هواپیما و تولید خودرو گرفته تا کارخانههای مواد غذایی، دارویی و پروژه های ساختمانی، انتخاب روش و اجرای درست برشکاری، می تواند تفاوت بین یک محصول معمولی و یک محصول بینقص را رقم بزند.
این فرآیند فقط بریدن فلز نیست. باید به چیزهایی مثل لبهی تمیز، صافی سطح، دقت میلیمتری اندازهها و حتی تأثیر گرما و نیرو بر ساختار داخلی استیل توجه شود. اشتباه در انتخاب روش یا ابزار، یعنی هدر رفتن زمان، بالا رفتن ضایعات و افزایش هزینه.
در این مطلب که سایت دیجی آهن آماده کردهام، نقشه ی راهی کامل برای برشکاری ورق استیل ارائه می دهیم.

قلق های برش ورق استیل
آشنایی با ورق استیل و گریدهای پرکاربرد
ورق استیل یا همان فولاد زنگ نزن (Stainless Steel) نوعی آلیاژ فلزی بر پایه آهن است که حداقل ۱۰/۵ درصد کروم در ترکیب آن وجود دارد.
این کروم، با ایجاد یک لایه محافظ اکسید، سپری محکم در برابر خوردگی و زنگزدگی میسازد.
برای افزایش مقاومت یا ایجاد ویژگی های خاص، عناصر دیگری مانند نیکل، مولیبدن یا تیتانیوم به این آلیاژ افزوده می شود.
همین تنوع ترکیب، باعث بهوجود آمدن گریدهای مختلف ورق استیل شده که هرکدام برای کاربریهای خاصی مناسباند.
شناخت این گریدها هنگام انتخاب روش برشکاری ورق استیل اهمیت زیادی دارد، زیرا خواص مکانیکی و شیمیایی هر گرید روی سرعت، کیفیت برش و طول عمر ابزار تأثیر می گذارد.
استیل ۳۰۴؛ محبوبترین گرید در صنعت
- ترکیب شیمیایی: حدود ۱۸٪ کروم و ۸٪ نیکل (مشهور به ۱۸/۸)
- مقاومت بسیار بالا در برابر زنگزدگی در محیطهای مرطوب یا حاوی نمک
- قوی و انعطافپذیر، مناسب شکلدهی سرد
- جوشکاری آسان بدون افت کیفیت ساختاری
- کاربردها: از تجهیزات آشپزخانه و خطوط تولید صنایع غذایی تا نردههای استیل، قطعات خودرو و لوازم خانگی
استیل ۳۱۶؛ ضدزنگ مخصوص شرایط سخت
- ترکیب شیمیایی: ۱۶٪ کروم، ۱۰٪ نیکل و ۲ تا ۳٪ مولیبدن
- مقاوم در برابر خوردگی حفرهای و شکافی، مخصوصاً در محیطهای کلرایدی و آب دریا
- پایداری مکانیکی در دماهای بالا
- کاربردها: صنایع دریایی، پالایشگاهها، تجهیزات پزشکی و محیطهایی با گرمای شدید
استیل ۴۳۰؛ اقتصادی و کاربردی
- ترکیب شیمیایی: ۱۶٪ کروم با مقدار کربن پایین
- سطح مقاومت متوسط در محیطهای ملایم
- شکلپذیری و جوشکاری آسان، اما غیرقابل سختکاری حرارتی
- مقرونبهصرفهتر نسبت به گریدهای سری ۳۰۰
کاربردها: دکوراسیون داخلی، لوازم خانگی، قطعات تزئینی خودرو
🌟 نکته دیجی آهن: هنگام انتخاب روش برشکاری ورق استیل باید نوع گرید را مشخص کنید؛ چون اختلاف در ترکیب و ویژگی های فلزی می تواند دقت، سرعت و کیفیت برش را دگرگون کند.
برش ورق استیل با نهایت دقت
جدول مقایسه خواص گریدهای پرکاربرد استیل
| گرید استیل | ترکیب عناصر کلیدی | مقاومت به خوردگی | قابلیت شکلدهی | قابلیت جوشکاری | کاربرد اصلی |
| ۳۰۴ | ۱۸% Cr, 8% Ni | بسیار بالا | عالی | عالی | صنایع غذایی، ساختمانی، دارویی، لوازم خانگی |
| ۳۱۶ | ۱۶% Cr, 10% Ni, 2% Mo | بسیار بالا (کلرایدها) | عالی | عالی | صنایع شیمیایی، دریایی، پزشکی، دمای بالا |
| ۴۳۰ | ۱۶% Cr | متوسط | خوب | خوب | دکوراتیو، لوازم خانگی، خودرو |
دسته بندی روش های برشکاری ورق استیل
وقتی صحبت از برشکاری ورق استیل می شود، انتخاب روش مناسب اولین قدم برای رسیدن به برش دقیق، تمیز و اقتصادی است.
بهطور کلی، این فرآیند به دو گروه اصلی تقسیم می شود: برش سرد (مکانیکی) و برش گرم (حرارتی). هرکدام از این دستهها ویژگی ها، مزایا و محدودیت های خاص خود را دارند و بر مبنای جنس، ضخامت و کاربرد ورق، انتخاب می شوند.
برش سرد (مکانیکی)
در این روشها، برش ورق بدون حرارت و با استفاده از نیروی مکانیکی انجام می شود.
این یعنی تأثیر حرارتی روی فلز تقریباً صفر است و ساختار متالورژیکی ورق تغییر چندانی نمی کند.
روشهای رایج برش مکانیکی ورق استیل
برش با گیوتین: بهکارگیری دو تیغه – یکی ثابت و دیگری متحرک – برای برش مستقیم و سریع؛ مناسب ورق های با ضخامت متوسط.
برش با اره نواری: ایدهآل برای برش های منحنی یا طرحهای پیچیده، با دقت بالا و صرفهجویی در متریال.
واترجت: استفاده از جریان آب فوقپرفشار، گاه همراه با ذرات ساینده؛ دقت میلیمتری حتی برای برش های صنعتی بسیار حساس.
نیبلینگ: پانچ متوالی بخشهای کوچک از ورق برای ساخت اشکال پیچیده یا سوراخکاریهای خاص.
برش گرم (حرارتی)
در این روشها، انرژی حرارتی باعث ذوب یا تبخیر بخش برش می شود.
هرچند سرعت کار بالاست، اما بهطور طبیعی منطقه متأثر از حرارت (HAZ) ایجاد می شود که می تواند روی خواص مکانیکی لبه برش تأثیر بگذارد.
روشهای رایج برش حرارتی ورق استیل
برش لیزری: پرتو متمرکز لیزر، ورق را با دقت بالا برش می دهد؛ انتخاب عالی برای برش طرحهای ظریف و پیچیده.
برش پلاسما: ایجاد جت پلاسما برای ذوب سریع فلز؛ مناسب برش ورق های ضخیم و کارهای صنعتی سنگین.
برش هواگاز: به دلیل مقاومت استیل در برابر اکسیداسیون کمتر استفاده می شود، اما برای برخی آلیاژها و شرایط خاص کاربرد دارد.
نکته طلایی در انتخاب روش برشکاری ورق استیل
نوع گرید استیل، ضخامت ورق، حساسیت پروژه به تغییرات ساختاری و بودجه، همه عواملی هستند که تعیین می کنند برش سرد یا برش گرم بهترین گزینه باشد.
در پروژه هایی که دقت متری و حفظ خواص مکانیکی مهم است، برش های مکانیکی یا واترجت ارجحیت دارند، در حالی که برای سرعت و برش ورق های ضخیم، برش های حرارتی مانند پلاسما یا لیزر گزینه های مناسبی به شمار می روند.
بررسی عمیق روش های برش ورق استیل
انتخاب روش صحیح برای برشکاری ورق استیل، می تواند تفاوت بزرگی بین یک محصول بینقص و یک قطعه پر از ایراد ایجاد کند.
هر روش ویژگی های خاص خود را دارد؛ از دقت میلیمتری تا سرعت باورنکردنی یا توانایی برش ضخامتهای بالا.
در ادامه، چهار روش مهم و پرکاربرد را با جزئیات بررسی می کنیم تا دید کاملی برای انتخاب بهترین گزینه داشته باشید.

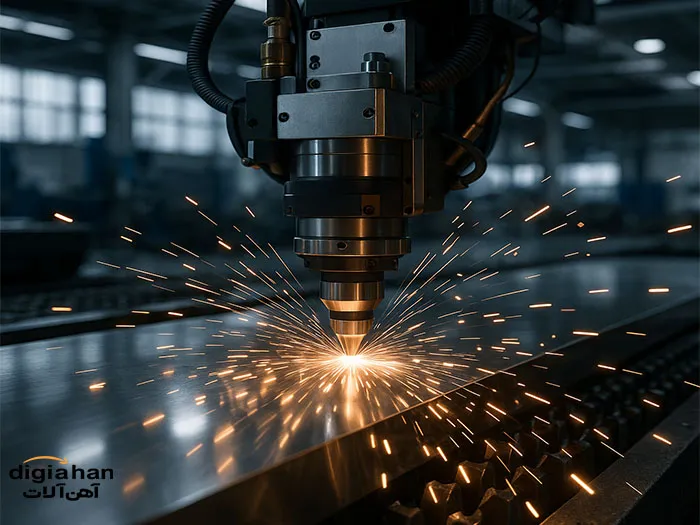
برش ورق استیل با لیزر
برش لیزر
وقتی دقت و ظرافت برایتان مهم ترین فاکتور است، مثلا میخواهید ورق گالوانیزه را به بهترین شکل برش بدهید! برش لیزر یک انتخاب برتر محسوب می شود.
البته این تکنولوژی با تمام مزایای فوق العاده، محدودیت های خودش را هم دارد که باید قبل از تصمیمگیری آن ها را بدانید.
| مزایا | محدودیت ها |
| دقت بسیار بالا (۰٫۰۵ تا ۰٫۱ میلیمتر) | هزینه خرید و نگهداری بالا |
| لبههای تمیز و بدون نیاز به پرداخت | محدودیت در برش ورق های خیلی ضخیم |
| سرعت بالا در ورق های نازک | ایجاد ناحیه حرارتی کوچک (HAZ) |
| قابلیت برش اشکال پیچیده با جزئیات | نیاز به اپراتور ماهر |
برش پلاسما
اگر دنبال سرعت و توانایی برش ورق های ضخیم تر هستید، پلاسما یکی از بهترین روشهاست. اما باید در نظر داشت که کیفیت لبه و تغییرات حرارتی در این روش چالشهایی ایجاد می کند.
| مزایا | محدودیت ها |
| سرعت بالا در ضخامتهای متوسط تا زیاد | کیفیت لبه پایینتر نسبت به لیزر |
| هزینه کمتر دستگاه نسبت به لیزر | ناحیه حرارتی گستردهتر (HAZ) |
| امکان برش ورق های ضخیمتر | احتمال ایجاد سرباره |
| کارکرد مناسب برای فلزات مختلف | ضخامتهای خیلی نازک برایش بهینه نیست |
انواع روش های برش ورق استیل
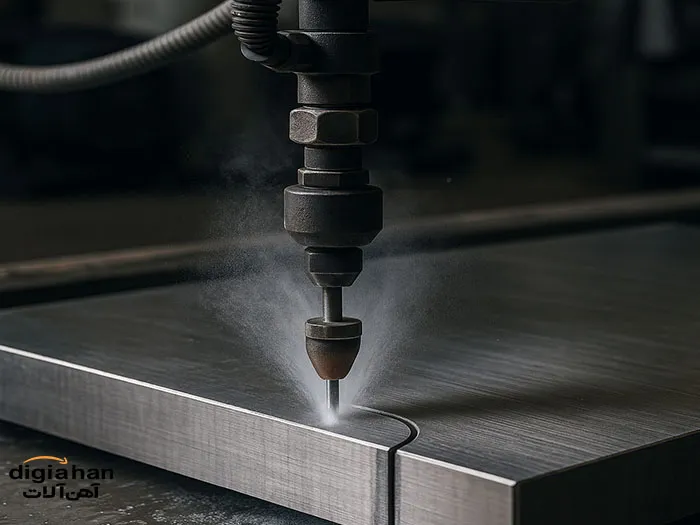
برش واترجت
وقتی میخواهید فلز بدون حتی ذرهای تغییر حرارتی یا تنش داخلی برش داده شود، واترجت جواب مطمئن شماست. با این حال، سرعت و هزینه کار با آن همیشه نقطه قوتش نیست.
| مزایا | محدودیت ها |
| بدون ایجاد حرارت (عدم تغییر ساختار فلز) | سرعت کمتر نسبت به لیزر |
| کیفیت لبه عالی بدون نیاز به پرداخت | هزینه بالای ساینده و نگهداری |
| قابلیت برش هر ضخامت تا ۱۵۰ میلیمتر | تولید پساب نیازمند تصفیه |
| مناسب برای اشکال پیچیده و ظریف | فضای کاری بیشتر نسبت به لیزر نیاز دارد |
برش گیوتین
برای برش های مستقیم و تیراژ بالا، گیوتین همچنان یکی از سریعترین و خوش قیمت ترین انتخاب هاست. اما برای طرحهای پیچیده یا نیاز به کیفیت لبه بالا، گزینه های بهتری وجود دارد.
| مزایا | محدودیت ها |
| ارزانترین روش برش صنعتی | محدود به برش های مستقیم |
| سرعت بسیار بالا | احتمال ایجاد تنش و تاب در لبه برش |
| بدون تولید حرارت و تغییر ساختار فلز | کیفیت لبه پایینتر برای برش های غیرمستقیم |
| مناسب برای تیراژ بالا در ابعاد ساده | دقت کمتر در ابعاد نسبت به لیزر و واترجت |
جدول مقایسه روش های برشکاری ورق استیل
| ویژگی | برش لیزر | برش واترجت | برش پلاسما | برش گیوتین |
| نوع برش | گرم | سرد | گرم | سرد |
| دقت | بسیار بالا | بسیار بالا | بالا-متوسط | متوسط |
| کیفیت لبه | عالی | عالی | خوب | خوب |
| HAZ | بسیار کوچک | ندارد | متوسط | ندارد |
| ضخامت مجاز (mm) | ۰٫۵-۳۰ | ۰٫۵-۱۵۰+ | ۱-۵۰ | ۰٫۵-۲۰ |
| سرعت برش | بالا | متوسط-پایین | خوب | بسیار بالا (مستقیم) |
| هزینه تجهیزات | بالا | بالا | متوسط | پایین |
| قابلیت برش اشکال پیچیده | عالی | عالی | خوب | ضعیف |
تجهیزات و ابزارهای لازم برای برش ورق استیل
برای اینکه عملیات برشکاری ورق استیل با نهایت دقت و کیفیت انجام شود، استفاده از تجهیزات درست و آمادهسازی محیط کار اهمیت زیادی دارد.
بسته به انتخاب روش برش (لیزر، واترجت، پلاسما یا گیوتین)، ابزارها و سیستم های موردنیاز کمی متفاوت خواهند بود.
دستگاه های اصلی برش استیل
برش لیزر: شامل منبع تولید لیزر، هد برش دقیق، سیستم هدایت CNC و گاز کمکی (مانند نیتروژن یا اکسیژن).
برش واترجت: پمپ فشار فوقالعاده قوی، هد برش با نازل مخصوص، مخزن ساینده برای عبور ذرات گارنت یا سیلیس.
برش پلاسما: منبع تغذیه قوس الکتریکی، تورچ پلاسما، سیستم توزیع گاز مناسب.
برش گیوتین: تیغههای فولادی با آلیاژ مقاوم در برابر سایش، سیستم هیدرولیک یا مکانیکی برای اعمال فشار.
سیستم های کنترل و هدایت
- دستگاه های CNC یا کنترل عددی برای برنامهریزی برش های دقیق و طرحهای پیچیده.
- نرمافزارهای طراحی و برش با قابلیت پشتیبانی از فرمتهای CAD و CAM
ابزارها و تجهیزات کمکی
سیستم های خنککننده: مخصوص واترجت یا خنکسازی تجهیزات لیزر.
تهویه صنعتی: برای حذف دود و بخارات ناشی از برش های حرارتی.
ابزارهای اندازهگیری دقیق: مانند کولیس دیجیتال، میکرومتر و شابلونها.
گیره ها و فیکسچرهای تثبیت ورق: برای جلوگیری از حرکت یا لرزش.
تجهیزات ایمنی فردی (PPE)
- عینک ایمنی ضد ضربه و ضد پرتو لیزر یا جرقه
- دستکش مقاوم در برابر حرارت و برش
- ماسک فیلتردار یا سیستم تنفس صنعتی
- لباس کار نسوز یا مقاوم به جرقه
- محافظ گوش در محیطهای پر سر و صدا
نکات ایمنی در برش ورق استیل
رعایت اصول ایمنی در برشکاری استیل ضدزنگ نهتنها از بروز حوادث جلوگیری می کند، بلکه کیفیت محصول نهایی را هم افزایش می دهد.
- استفاده همیشگی از PPE ) عینک، دستکش، ماسک، لباس کار(
- تامین تهویه مناسب، بهویژه در برش های حرارتی مانند لیزر و پلاسما
- تثبیت کامل ورق با گیره و فیکسچر پیش از شروع برش
- تنظیم دقیق دستگاه متناسب با گرید و ضخامت ورق (مثل استیل ۳۰۴ یا ۳۱۶)
- محیط کار تمیز و بدون موانع جانبی
- آموزش و آشنایی کامل اپراتور با تجهیزات
- بازرسی دورهای تیغهها، نازلها و لنزها برای جلوگیری از افت کیفیت
- ایمنی در برابر جرقه با داشتن کپسول آتشنشانی در نزدیکی محل کار
برشکاری ورق استیل
تأثیر نوع برش بر خواص مکانیکی استیل
انتخاب روش برش سرد یا گرم فقط مسئله سرعت یا هزینه نیست؛ بلکه می تواند مستقیماً بر مقاومت، دوام و حتی ظاهر ورق استیل تأثیر بگذارد.
برش سرد
مزایا: هیچ تغییر متالورژیکی در ساختار فلز ایجاد نمی شود و خواص مقاومتی حفظ می شوند.
محدودیت ها: احتمال ایجاد تنشهای پسماند یا ناهمواریهای میکروسکوپی وجود دارد که ممکن است به پرداختکاری نیاز داشته باشد.
برش گرم
منطقه متأثر از حرارت: گرمای موضعی می تواند باعث تغییر ساختار بلوری فلز، تغییر سختی یا حتی کاهش مقاومت به خوردگی شود.
تغییر رنگ لبه برش: به دلیل اکسیداسیون ممکن است لبه کار متمایل به آبی، قهوهای یا طلایی شود.
عملیات تکمیلی: پولیش یا پاسیواسیون برای بازگرداندن خواص ضدزنگ و زیبایی سطح توصیه می شود.
هزینه خدمات برشکاری ورق استیل
هزینه برشکاری ورق استیل به روش برش، ضخامت ورق، پیچیدگی طرح و حجم سفارش بستگی دارد.
جمع بندی
انتخاب روش مناسب برای برشکاری ورق استیل به عواملی مانند ضخامت ورق، کیفیت لبه موردنظر، بودجه و نوع پروژه وابسته است.
اگر دقت میلیمتری و برش طرحهای پیچیده میخواهید، برش لیزر بهترین گزینه برای ورق های نازک تا متوسط است.
برای برش ضخامتهای زیاد بدون از دست دادن خواص فلز، برش واترجت انتخابی ایدهآل است. وقتی سرعت و توان برش ورق های متوسط تا ضخیم اهمیت دارد، برش پلاسما عملکرد خوبی دارد.
و برای برش های مستقیم، سریع و اقتصادی، برش گیوتین کارآمدترین روش محسوب می شود.
تسلط بر خواص گریدهای مختلف استیل، آشنایی با مزایا و محدودیت های هر روش، و رعایت کامل استانداردهای ایمنی، به شما کمک می کند تصمیمی دقیق و سودمند برای پروژه خود بگیرید.
امروزه با پیشرفت فناوری، روشهایی مانند لیزر فیبر و پلاسما نسل جدید، دقت، سرعت و کارایی را به سطحی بالاتر رساندهاند و استفاده از آن ها برای صنایع مختلف بیش از پیش در دسترس است.
برای مشاهده قیمت و استعلام لحظهای انواع آهنآلات، همین حالا به سایت دیجیآهن مراجعه کنید
سوالات متداول
بهترین روش برای برش ورق استیل نازک (زیر ۱ میلیمتر) چیست؟
برش لیزر به دلیل دقت و کیفیت لبه بالا بهترین گزینه است.
آیا برش حرارتی به مقاومت خوردگی استیل آسیب می زند؟
بله، ممکن است در ناحیه HAZ مقاومت به خوردگی کاهش یابد. پولیش و پاسیواسیون می تواند این مشکل را برطرف کند.
آیا واترجت برای ورق های ضخیم مناسب است؟
بله، واترجت برای برش ورق های ضخیم (تا ۱۵۰ میلیمتر و بیشتر) با کیفیت بالا و بدون HAZ ایدهآل است.
خوش قیمت ترین روش برش استیل چیست؟
برش گیوتین برای برش های مستقیم و حجم بالا اقتصادیترین است.
کدام روش برای اشکال پیچیده مناسب است؟
برش لیزر و واترجت به دلیل کنترل CNC، برای برش اشکال پیچیده مناسب هستند.